We have specialized in deep drilling of components with the gun drilling method for small order quantities. Single productions and samll series can be reliably handled due to multiple-shift operation.
With our machinery of three cross-table machines, T30 x 1000 mm, T20 x 300 mm as well as six single head machines of T30 x 2000 mm up to T10 x 120 mm, we are able to generate a drilling capacity of 500 meters per day.
Our deep drilling services are not only provided for alloyed and high-alloyed materials, but also for materials difficult to machine, such as Inconel, Monel, titanium, pure aluminum, Incoloy, copper, Hastelloy, nickel, stellite or molybdenum.No matter which material you require, we always put emphasis on high-quality, precisely-manufactured drill holes.
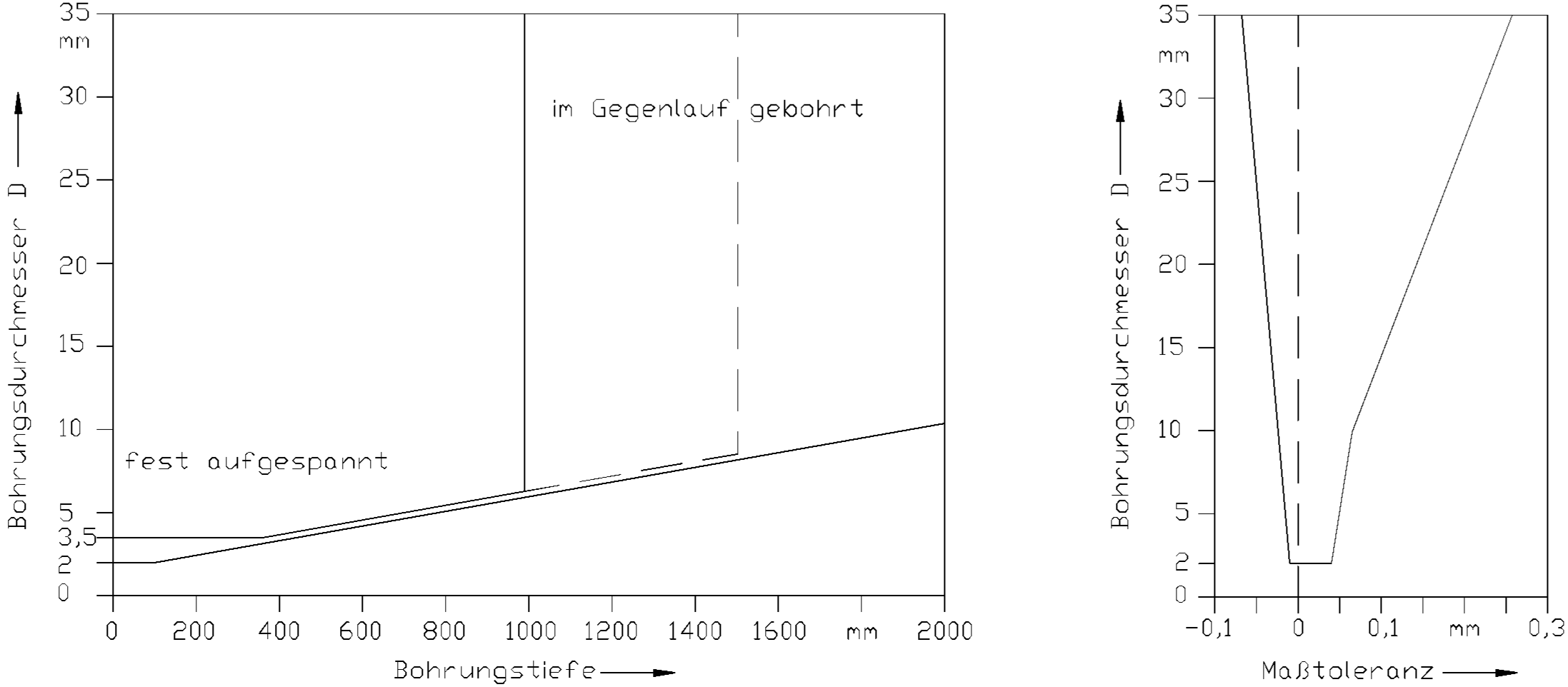
We create drill holes in a range of 2.0 mm to 38.00 mm in diameter, at which drilling tools are available starting from 2.00 mm increasing by 0.5 mm. Intermediate sizes can be offered upon request.
The drilling depth is usually up to 120 x d, in special cases also up to 200 x d (see left picture). Our drilling method enables us to adhere to certain diamter tolerances (see right picture). Closer tolerances can be produced upon request.
Cylindrical components with a diameter of up to 300 mm (center height max. 180 mm) and a length of 2200 mm can be drilled in reverse rotation.
If the components are fixed, the size of the workpiece is limited by the position of the drill hole as well as by a maximum weight of 1,000 kg.

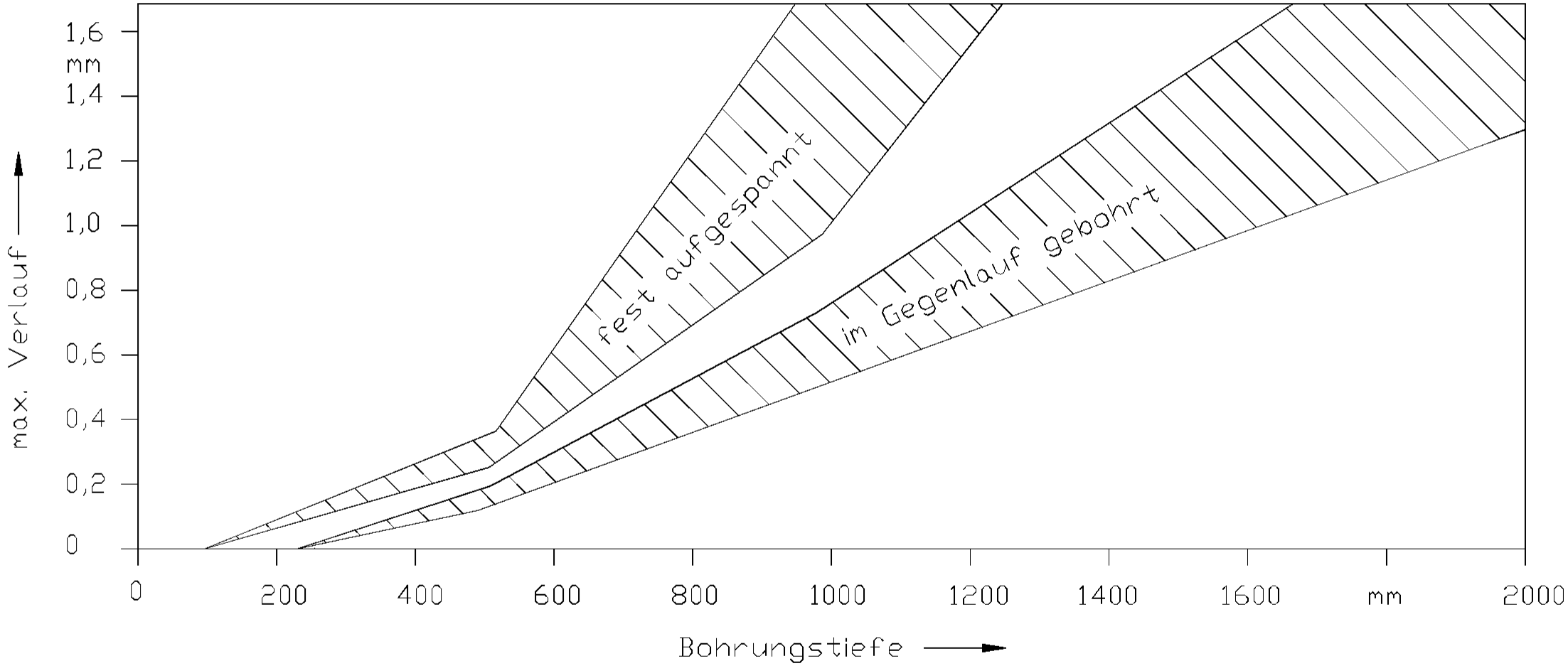
We are able to achieve a closely tolerated mismatch of axes and therewith a high degree of straightness of the drilling hole due to our drilling method. The mismatch of the axes depends almost completely on the workpiece. It is only influenced by nonhomogenous structures, strain-hardened edge zones, unequal wall thickness or differences in stability.
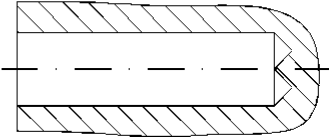
The hole bottom of the blind holes show the characterstic form of the gun drill. Upon request we can finish the surface as flat or semisphere hole bottom.
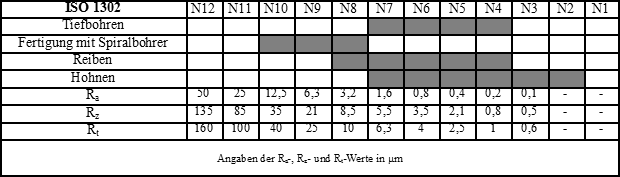
The standard surface quality of the produced drilling holes is around Rz 4-25 µm (N4 – N7) and is constant over the whole drilling length depending on the material and drilling diameter. Therefor, most of the finishing works such as turning, grinding, honing or rolling.