
Beim Tiefbohren werden keinerlei Pilotbohrungen oder Vorzentrierungen benötigt. Das heißt das bereitgestellte Material kann fast ohne Vorbearbeitung angeliefert werden. Gewinde Senkungen und ähnliches sollten grundsätzlich nach dem Tiefbohren eingebracht werden, um eine Beschädigung zu verhindern.
Einige spezielle Werkstückvorbereitungen sollten allerdings dringend erfolgen, um qualitativ hochwertige Bohrungen gewährleisten zu können, welche nachfolgend beschrieben sind.
Oberflächenkennzeichnung:
| bearbeitet: |  | unbearbeitet (roh bzw. gesägt): |  |
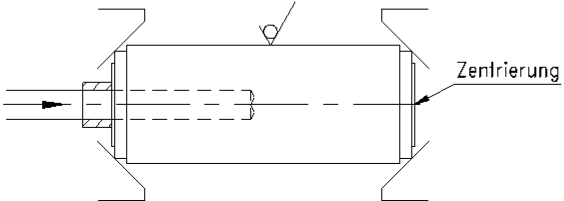
Das Werkstück wird zwischen konischen Spannglocken eingespannt und die Bohrbuchse mit dem Spannvorgang durch Federkraft angedrückt. Die Anbohrfläche sollte möglichst gedreht (mindestens rechtwinklig sauber gesägt) und ohne Zentrierung sowie an den Einspannenden je 5mm lang und plangedreht sein.
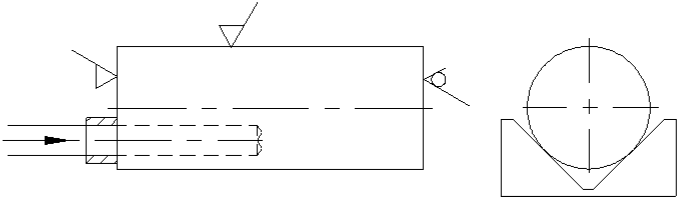
Das Werkstück wird in Prismen aufgespannt und die Bohrbuchse pneumatisch angelegt. Die Anbohrfläche sollte möglichst gedreht (mindestens rechtwinklig sauber gesägt) und außen zylindrisch überdreht sein.
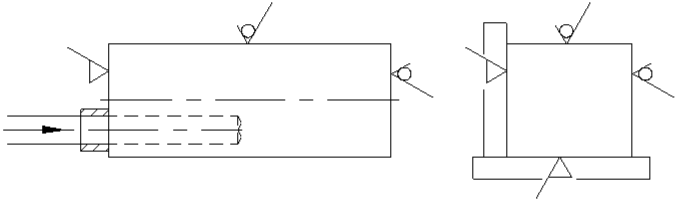
Das Werkstück wird auf einer ebenen Seite aufgespannt und nach einer rechtwinklig bearbeiteten Fläche ausgerichtet. Die Bohrbuchse wird pneumatisch angelegt. Die Anbohrfläche sollte bearbeitet (mindestens rechtwinklig sauber gesägt) und mindestens die Auflage- und Ausrichtfläche bearbeitet sein.
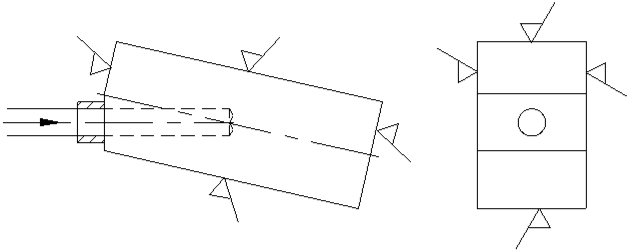
Das Werkstück wird zur Bohrachse ausgerichtet aufgebaut. Hierfür sollte das Werkstück möglichst allseitig bearbeitet sein (vorgefräst / vorgedreht) und die Anbohrfläche rechtwinklig zur Bohrachse bearbeitet sein, damit die Bohrbuchse sich voll anlegen lässt.
Sie haben Fragen? Unser Bohrtechnik-Team hilft Ihnen gern weiter unter 02307/9248437 oder per Email.